- Reliable Performance, Long Service Life
-
- Highly resistant against acids and other aggressive fluids;
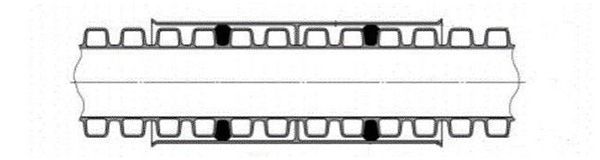
- In double-layer in-ling cuff production process, rubber ring is used to form a tight seal at the pipe joint;
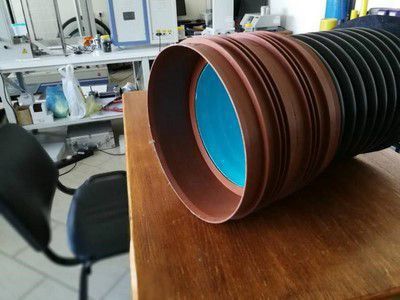
- Unlike concrete pipes that require more joints because of its short length of 2 meters, plastic corrugated pipe is commonly made with longer length of 6 meters, resulting in a very low probability of leakage;
- Corrugated pipe is characterized by a high flexibility that allows mitigating the effects of land subsidence and preventing any cracks or leakages of the pipe;
- Easy Installation, Low Cost
-
- Light weight, easy to transport and install;
- 60% lower material consumption compared to smooth-wall plastic pipes;
- Lower transportation cost, more corrugated pipes can be loaded in contrast to comparable concrete pipes;
- Less prone to damaging when storing and transporting;
- No any heavy duty equipment is required during installation;
- Eco-friendly
-
- Recyclable at the end of the life cycle;
- Cable protection conduits for power & telecom cables
- Protection pipes for district heating systems
- Drainage pipes for streets, factories, plazas, golf courses and stadiums
- Stormwater and sewage pipes
- Fresh air ventilation
Generally speaking, the corrugated pipe to be coupled requires specific connecting method to accommodate various application needs. Here we take the connection of corrugated pipes used in sewage & drainage system as an example.

If the corrugated pipe is made with in-line cuff (socket), pipe connection can be carried out by means of inserting spigot with rubber ring.
If the corrugated pipe has is made with no in-line cuff.
The pipes can be connected utilizing couplers.
Or to form an independent socket by injection molding or extrusion process, and then weld the socket onto the ends of corrugated pipes. The forming and welding of socket can be accomplished by one machine. After this, pipes can be connected inserting spigot with rubber ring into the socket. This connecting method can provide strong pipe joining.



There are a number of standards of corrugated pipes used in different applications. Here we only list some standards for sewage and drainage applications for reference as you can see from below:
- ISO 21138-3
- EN13476-3 (Europe)
- DIN16961 (Germany)
- GB/T19472.1 (China)
- IS16098.2 (India)
- ASTM F2648, ASTM F2306 (USA)
- AASHTO M 252, AASHTO M 294 (USA)

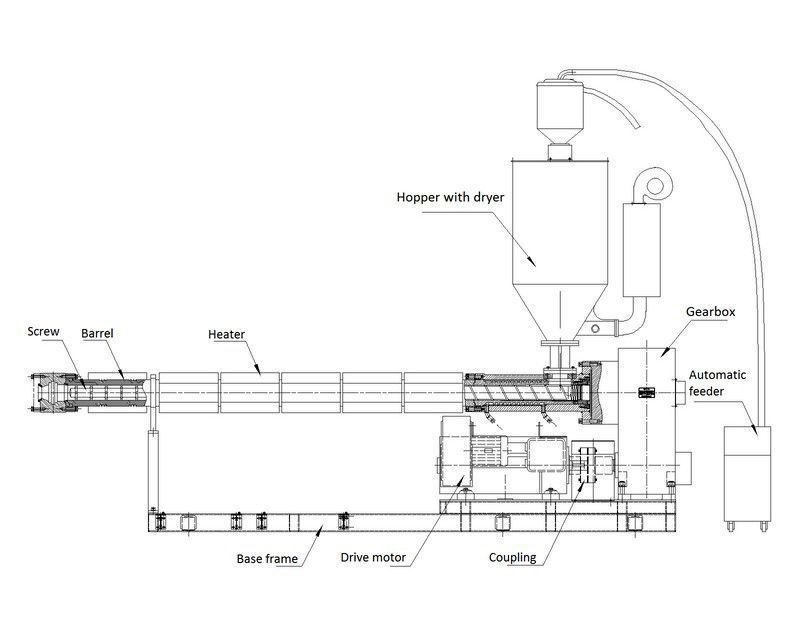
Plastic resins are transferred to a drying hopper placed on top of the extruder by a feeding system. After entering the barrel of the extruder, the dried plastic resins are subjected to the heating and cooling process to control the temperature at the extrusion zone by heaters and industrial fans mounted on the barrel of the extruder. As the screw rotates within the barrel, the plastic resins in screw channel are heated and gradually melted, the melted resins then are forced to move toward the extrusion die head by screw flights.
Double-wall corrugated pipe can be produced through co-extrusion process by two extruders, independently extruding inner and outer layers of the corrugated pipe.

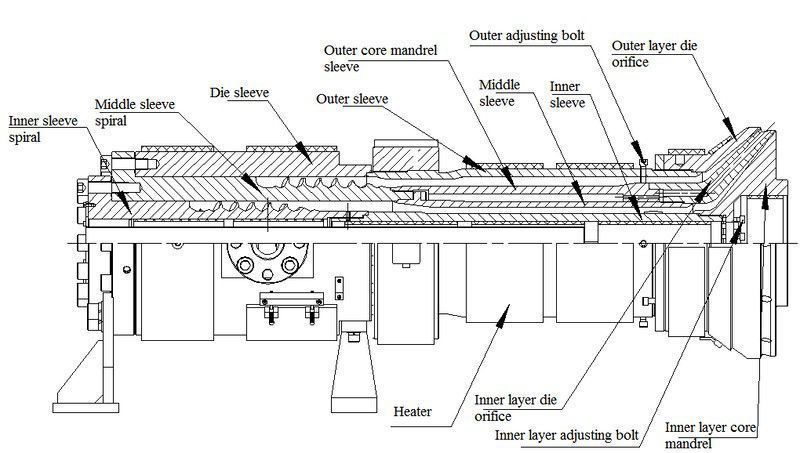
During the extrusion process of double-wall corrugated pipe, an extrusion die head with double-layer flow channels is used. The melted plastic resins extruded from inner-layer extruder will pass through the inner flow channel to form the inner layer of the corrugated pipe, while the melted plastic resins extruded from outer-layer extruder will pass through the outer flow channel to form the outer layer of the corrugated pipe.
After the extrusion, the plastic resins get the pipe shape at the die output, and enter the corrugator. Under the combined pressure of compressed air and vacuum, the outer layer of the double wall pipe closely adheres to the inner surface of the mould blocks. These water-cooled mould blocks allow for quick forming of the corrugated outer layer. And the inner layer of the double wall pipe closely adheres to the calibration mandrel. The water-cooled calibration mandrel also enables smooth inner layer to be quickly formed.




After being formed by corrugator, the double-wall corrugated pipe will be cooled by spray cooling bath, by which the temperature of the corrugated pipe is rapidly dropped to the ambient temperature. And then, haul-off device stably conveys it to the cutting machine.

The cutting machine performs swarfless cutting of corrugated pipe per set length, providing smooth and clean cut edge.

At the end of this process, the finished corrugated pipe is transferred to the tilting table for weighing, and turned over to a pipe carrier for storage.



